欢迎光临~浙江秦工阀门,本公司专业生产美标国标高中压高温高压阀门和电动球阀,电动蝶阀,气动球阀,气动蝶阀等自控阀门,欢迎来电咨询!
咨询电话:0577-67358500

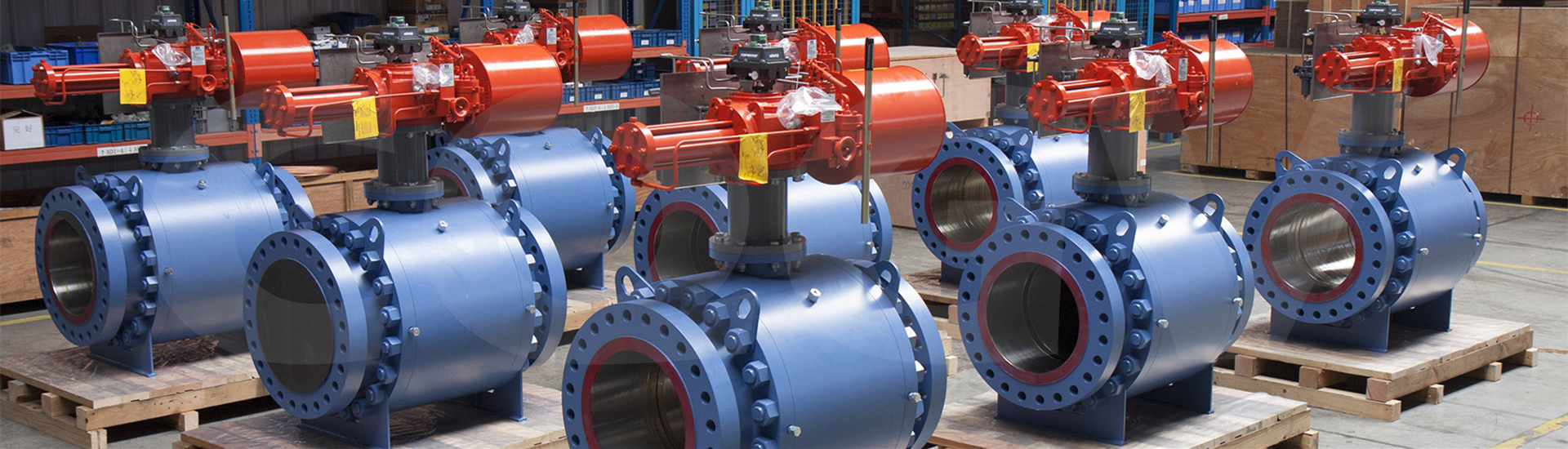




浙江秦工阀门有限公司坐落于浙江永嘉瓯北,是专业研制、开发、制造及销售高性能阀门的企业。公司有专业三维阀门技术研发和性能测试中心、X射线、测厚仪、硬度、光谱光学检测、超高压试压设备、数控车钻铣等精密配套仪器。确保产品精度并质量可靠,并引进先进生产工艺和管理经验,严格执行ISO质量标准和阀门行业标准,公司专产:国标美标球阀、闸阀、截止阀、止回阀、蝶阀、高温高压电站阀门、流量调节控制阀门、真空阀及苛刻工况耐磨球阀等特种阀门。压力1.0MPA-72MPA,美标150LB-4500LB,温度-196℃-850℃。经过多年的努力,CQGV牌金属阀座零泄漏抗冲刷球阀和抗冲刷截止阀多次被客户广泛应用,得到广大客户的信赖和认可,可提供多种尺寸,材料和压力等级,提供配套国内外中高端品牌电动和气动执行器及附件,适用于线性和角行程阀门。为客户提供MRO(维护,维修和大修)完整的CQGV保修服务。
了解我们更多>>联 系 人 :余经理
联系电话:15167801565
联系电话:13706693619
销售热线:0577-67358500
销售热线:0577-67952199
公司传真:0577-67952160
公司邮箱:qingongvalve@163.com
公司地址:浙江省永嘉县瓯北镇安丰工业区